製造業の現場で作業ミスが起きたとき、表面的な対応をするだけでは、ミスの再発を防ぐことはできません。原因の根本を究明することが大切ですが、原因分析の手法を知らずに何となく対応している現場も多いのではないでしょうか。
今回は問題解決するための効果的な原因分析の手法や考え方、原因追究に役立つシステムを紹介します。

目次
問題解決には原因追及より追究することが大切

工場内にはベテラン工から新人、季節工まで、さまざまな人が働いています。どんなに注意をしても作業ミスは起きてしまいます。ボタンの押し間違い、部品の取り間違いなどといった作業ミスが発生したとき、原因を「追及」するのではなく、「追究」することが大切です。
広辞苑によると、追及は「後から追いかけていっておいつくこと」「責任などを、どこまでも追い責めること」、追究は「未知の物事をどこまでも探って明らかにしようとすること」を意味しています。
問題解決には、作業ミスの原因となった事柄のさらに奥底にある真実の要因を「追究」し、二度と起きないように根絶することが大切です。
問題解決には原因追及より追究することが大切
原因を追究するためには、原因分析を行うと効果的です。原因分析の代表的な手法として以下の3つがあります。
- なぜなぜ分析
- ロジックツリー
- 特性要因図(フィッシュボーン図)
なぜなぜ分析、ロジックツリー、特性要因図を作成すると、原因を「見える化」できるため、解決策を短い時間で、効率よく見つけ出すことができます。
なぜなぜ分析
なぜなぜ分析とは、「なぜ」を5回繰り返す原因分析手法で、トヨタ式「カイゼン」から生まれました。
「なぜ」を繰り返すことで、ミスの根本的な原因を追究でき、恒久的な問題解決につながるとする考え方です。
例えば、工場で治具や工具の取り間違いがあった場合、間違えた個人の責任で終わらせ、置き場所を決めるだけでは問題の根本的な解決にはなりません。その場所に本来あるべき工具とは異なるものが置かれているかもしれないからです。棚に番号を付け、写真なども添付するなど、誰もが間違わないようになるまで、なぜを繰り返します。
回数にこだわる必要もありません。最低でも5回、繰り返すことが大切です。
なぜなぜ分析は、作業ミスが発生し、問題が特定されている場合には有効ですが、特定されていないと、むやみに「なぜ」を繰り返すだけになります。
ロジックツリー
ロジックツリーとは、木が枝分かれするように、1つの問題をどんどん分解して改善策を探る原因分析手法です。論理的に考える、ロジカルシンキングの方法としても知られています。
ロジックツリーは、複雑な問題、抽象的な問題でも対応できるのが特徴です。
例えば、慢性的な納期遅れの問題を取り上げると、部材や部品が手元にない、適量在庫がない、工員不足などの原因が枝分かれし、それぞれに対する原因がまた分岐する、といった具合にツリーが広がります。
ロジックツリーで原因を見える化することで、原因ごとの因果関係も明らかになり、より具体的な改善策を得ることができます。
特性要因図(フィッシュボーン図)
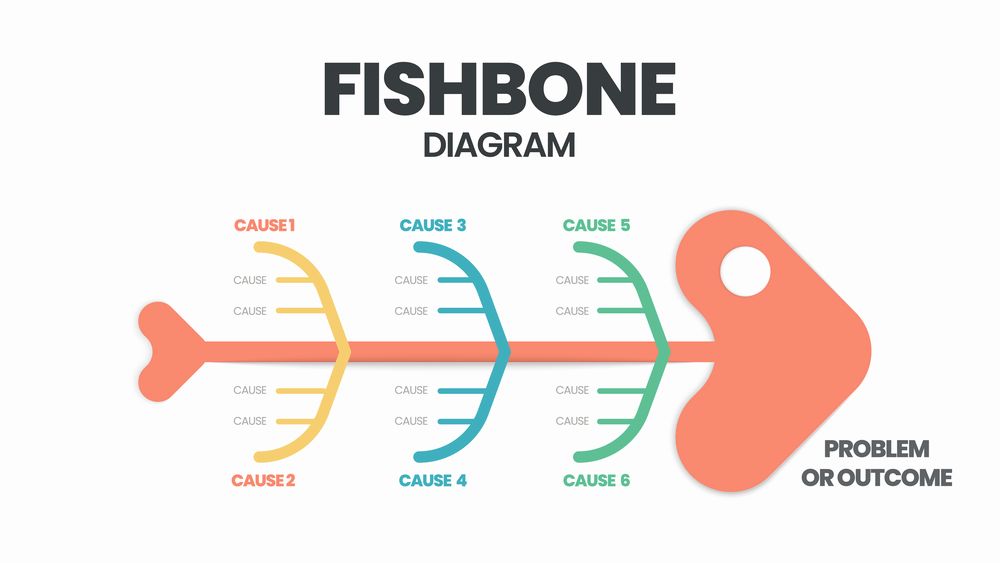
特性要因図(フィッシュボーン図)とは、現在起きている問題(特性)がどのような原因で発生したのかを図で表したもので、魚の骨のような形をしていることから、フィッシュボーン図とも呼ばれます。
特性要因図は日本生まれの原因分析手法で、QCサークル活動を提唱した、工学博士・石川馨氏が1956年に考案しました。特性要因図は、製造現場の工程管理としてよく使われており、原因追究に「なぜ」と繰り返すことから、なぜなぜ分析の1つとされています。
魚の背骨に当たるのが解決したい特性で、それに対して思いつく原因を大骨として背骨に突き刺していきます。さらに、大骨の要因を詳しく掘り下げ、相互の関連性を分析します。
例えば、現場の不良品の発生を特性とすると、不良品が発生した原因となるもの、例えば、ヒト、設備、材料、方法などと書き出します。そして、それぞれに対して「なぜ」を繰り返し、魚の骨を組み立てます。
原因を分析する方法

根本的な問題解決のため原因を分析する流れは以下の通りです。
- ① 現状調査・現状把握
- ② 分析手法を使用した原因の洗い出し
- ③ 原因の整理・解析
- ④ 検証
まず現状を調査し、把握します。次の分析手法を使って客観的に原因を洗い出します。原因は書き出すことで見える化するので、思いつくままに書き出した後、同じ内容を整理し、解析し、具体的な解決策を検証します。
⓵現状調査・現状把握
実際に問題が起きた現状を調査し、把握することから原因分析はスタートします。現場に足を運び、現物を見て触れることが大切です。現状調査では、誰が、どの工程で、いつ、どの品番を作っているときに、どんな問題が起きて、何分ぐらい設備を停止したのかを確認します。
正確に客観的に現状を調査し、把握することがポイントで、情報の聞き取りでは、思い込みや経験に頼りすぎると失敗します。
時間が経つと現状調査・現状把握するのが難しくなるため、できるだけ迅速に対応することが大切です。無人の工程も増えているため、センサやカメラでモニタリングしているとさらに実施しやすくなります。
⓶分析手法を使用した原因の洗い出し
次に分析手法を使って原因の洗い出しを行います。「なぜなぜ分析」から始めるのがおすすめです。
例えば、設備の不備で不良品が発生した場合、なぜ設備の不備が生じたのか、なぜ不備が見つからなかったのか、なぜ防止できなかったのか、といった具合に、なぜを繰り返します。分析での原因を洗い出すには、正確で客観的な現状調査・現状把握ができていることが前提です。
原因を洗い出すときに、個人批判にならないように注意しましょう。作業環境やマニュアルの運用など組織的な問題に目を向けて、原因を洗い出すと「なぜなぜ分析」が効力を発揮します。
⓷原因の整理・解析
原因の洗い出しの後、原因をさらに細分化して整理・解析します。その時、組織や日常的な管理と紐づけて行うことが大切です。さらに原因を垂直方向に掘り下げるだけでなく、水平方向に広げてみることもポイントです。
例えば、不具合が起きた原因がアルバイトのポカミスで、さらに原因を掘り下げると、マニュアル通りに実施していなかったこと分かったとします。マニュアル通りではなかった原因をさらに細分化すると、教育不足、マニュアルの表現が分かりにくさ、などが明らかになりました。さらに深掘りすると、無計画な教育訓練によって、設備のトラブルを未然に防止できる人材が育っていないという組織的な原因が明らかになりました。
ある工程の作業で起こった作業ミスの原因は、確かに特定の人が原因ですが、もしかすると防止できなかった共通の原因があるかもしれない、と考えて原因を整理・解析してください。
⓸検証
原因を深掘りして、根底にある重要な原因が判明した後は、それが本当に重要なのかを検証します。原因分析の手法における検証とは、深掘りして見つかった重要な原因が本当にその問題を引き起こしているのか、どれくらいの関係性があると問題は発生するのか、重要な原因が全くない場合は本当に問題が発生しないのかなど、仮説を立てながら確かめるものです。
検証方法として、再現実験を行う方法、データを抽出して比較する方法、シミュレーションで比較する方法があります。事実関係の裏付けを取ることで信ぴょう性が高まります。
実績班長なら発生した問題をすぐに把握できる

発生した問題は時間が経つにつれて、記憶が曖昧になり、原因追究のときには正確な対応ができないこともあります。原因追究はできるだけ早く問題を把握することが必要です。
「実績班長」は、製造業の現場に特化したMES(製造実行システム)で、全工程を見える化して現場の状況を把握します。「実績班長」を導入することで、現場へ行かなくても、発生した問題をリアルタイムで把握することができるため、原因追究を迅速に行えます。
誰が担当するどの工程で、何時何分にどんな問題が起こったか、などのデータを収集し、原因分析もしてくれます。
実績班長の導入事例

実績班長を導入することで、どのような効果が得られるのでしょうか。導入企業の事例を紹介します。
- 導入事例1:ビューテック株式会社
- 導入事例2:気高電機株式会社
- 導入事例3:株式会社プラセス
導入事例1:ビューテック株式会社
ビューテック株式会社は、静岡県湖西市を拠点に自動車用・産業用強化ガラス、自動車用硝子の組付加工などを行っています。
- 【導入前の課題】
-
- 作業後に日報を手書きするため、情報の精度にバラつきがあった
- 進捗把握は定時後に管理者が日報を改修しExcel入力していた
- 直接現場に見に行かないと装置の稼働状況が把握できない
- 現場の情報共有に時間がかかっているため、不具合の原因究明が進まなかった
- 【導入後の効果】
-
- IoT活用により、成形機の稼働時間、ショット数など、正確な実績データ収集を実現
- 正確な情報を元にした生産計画を定時内に立案することを実現
- リアルタイムな装置稼働状態監視により、トラブルの早期発見、装置稼働率の向上を実現
- 現場の情報がリアルタイムにデータ化され、カイゼンのPDCAをショートスパンで実現
進捗管理として、設備の稼働状況などが見える化する機能と、成形機の製造実績をIoTで収集する機能を導入システムの 導入後は、稼働時間がリアルタイムに見えるようになりました。事象の後追いもできるようになり、その時現場でなにが起きていたのか?データに基づいたチェックができるようになりました。
導入前は、紙の日報を使用していたため、デジタル化するのに1週間ほど時間がかかっていたのですが、実績班長では問題発生の状況をリアルタイムに把握できるので、対策がスピーディーにできるようになりました。
不良品の発生についても現場でリアルタイムに登録しているため、以前に比べて良品率が格段に上がっています。歩留以外にもこれまで、グレーゾーンだったところも数字として表れるので、品質向上につながっています。
導入事例2:気高電機株式会社
気高電機株式会社は鳥取県鳥取市に拠点を置電機メーカーです。日本の大手家電メーカーとともに最新の炊飯器、ジャーポットなどの家電製品の製造を行っています。
- 【導入前の課題】
-
- 予算を抑えたシステム構築
- ステムのプラットフォームに装置を連動させる
- oT技術で全成型機、周辺設備を連動したい
- 成形条件と品質データの見える化
- 【導入後の効果】
-
- 生産進捗の見える化による稼働率向上
- データ分析による不良出現傾向の事前検知
生産指示を見える化し、情報共有がスムーズにできる進捗管理機能、「作りすぎのムダ」を排除する原価管理機能、品質管理機能を導入しました。
「実績班長」を導入したことで、予想通りの進捗モニタリングができています。生産進捗の見える化により、人のミスで次工程の生産準備が間に合わないことにより発生していた不稼働ロスがなくなりました。無駄をなくし、ミスを事前検知することで、イレギュラーに発生し得る不良を未然に防いているという実感があります。
これまでは、不良品ができて初めて、設備の不備が発覚することがほとんどでしたが、温度データなどをきちんと取ったことで、金型の冷却不全の傾向が見え、不良品が発生するラインが分かるようになりました。
導入事例3:株式会社プラセス
愛知県豊川市の株式会社プラセスはOA・自動車・エレクトロニクスなどの樹脂金型、樹脂成形品及びプレス部品の組立販売を行っています。
- 【導入前の課題】
-
- 詳細なデータの取得によって、異常を品番単位で見える化
- レイアウト変更への対応
- 担当者変更、人員配置変更によるプログラム変更にかかる手間の削減
- 【導入後の効果】
-
- オペレーションに実績班長を組み込んで流出欠陥ゼロを実現
- ワイヤレス通信を採用し、レイアウト変更時の配線の手間を削減
- 金型命数を管理することによる、メンテナンス時期の見える化を実現
進捗管理、原価管理、品質管理、IoT活用の機能を導入しました。
成形機と品番・ヒトの情報を紐づけて見える化したことで、何を作ったときに、成形機がどんな状態だったかが分かるようになります。成形機から収集した情報と、品番情報を紐づけできるようになると、その時発生した異常の要因は何だったのか、そのロットでNG品は何個発生し、理由は何だったのかが分かります。実績班長を導入後、流出欠陥はゼロになりました。
段取時間の収集もできるため、可動率の計算も容易になりました。成形条件をタブレットから見ることができると、現場から動くことなく、本来の作業に集中できます。今後は、タブレット一つですべてを完結したいと思っています。
まとめ

原因分析を行うには、現状調査や現状把握を正確に客観的に行う必要があり、現状を正確かつ客観的に調査・把握できるかにかかっています 。発生した問題は時間が経つにつれて、ぼやけてしまうため、原因追究はできるだけ早く現状を把握することが必要です。「実績班長」を導入すると、発生した問題をリアルタイムで把握できるため、原因追究を迅速に行えます。原因分析で現場の問題を解決したいが、改善方法が分からない、といった場合には、お気軽にご相談ください。